The world of abrasive grit can be very confusing with a variety of products each with a variety of sizes, and all with their different uses. There are also plenty of variables to look at when choosing a grit such as equipment, profile requirement, environmental factors.
This blog i will try and give you some insight on how to choose the appropriate grit for you, rather than too many trial and errors.
Firstly to split the abrasive world in half a simple question would be are you using a blast room/cabinet where you can recycle the grit or are you blasting the grit in say an outside environment where the grit will be blasted with once, and then spent? This question will therefore throw you down the expendable abrasive group or the re-useable group. The later being more expensive although in some cases the same grit can be used up to 14+ times therefore providing more efficiency/cost effectiveness then the expendable abrasives.
Next question, what are you blasting? This requires looking at the hardness/softness of the material being blasted. A soft wood such as oak beams would require a softer grit such as Aluminium silicate, where as a steel gate would need a harder grit such as Iron Silicate. Blast rooms/ cabinets most commonly use aluminium oxide for metal objects such as automotive parts, however if the objects are heavily corroded a stronger grit such as chilled iron/steel grit may be more favourable.
Once the application of grit has been decided and the product material assessed, therefore grit type determined, the next question would be size. Unfortunately lots of different abrasives all work to different units of measurement. Aluminium oxide is measured in Fepa, Garnet is in Mesh sizes, most expendables are in mm. On the website there is a conversion table which will help convert most sizes into mm for ease and comparability. There are a few industries/applications where size is generally generic for example waterjet cutting is mainly 80# Garnet. Alloy wheels preparation generally require the coarser grades of aluminium oxide F70 upwards. For expendable abrasives the more soiled the material the coarser the grit required and a medium grade would be best suited. For lighter work where the material is more precious/less corroded a finer grade would suit, such as the restoration of vintage cars. The result of the blast will vary between blasters using the same size grit due to equipment, psi, and substrate. Unfortunately this part then works its way to trial and error however if you give us a call we will certainly get you on the right path, to the ideal size and type requirement.
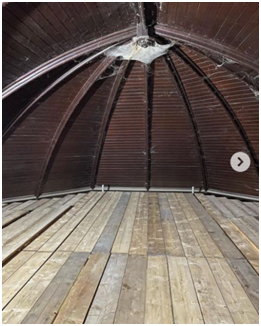
For Example in these pictures taken from a job carried out by Anglian Blasting Ltd
Question 1 – can the grit be reused after application? – No therefore expendable grit required
Question 2 – What is the material? With this being wood i would treat this as a soft material so require a soft grit
Question 3 – What size is required? As this material has a thick layer of paint it would need a medium soft grit
This is a rough guide of potential abrasive to use, there are many variations for each application depending on different factors of the work involved so please call to discuss if unsure.
Click on the relevant product to find out more
Material
Method
Conclusion
Plastic
Glass Bead and Grit
Sintered or Calcined Bauxite
Aluminium Oxide
Calcium Carbonate
Garnet
Olivine and Staurolite
Natural Abrasives
Non – Metallic Abrasives
Mechanically Produced Ferrous Abrasives
Steel abrasives
Iron Abrasives
Cast ferrous abrasives
Metallic abrasives
Metallic or non- metallic?
Particle Size
Specific Gravity
Hardness
Conclusion
In addition to these abrasives, there are speciality niche materials that do not fit into any category. An example is sponge abrasives, which are impregnated with many different types of other abrasive materials to give them “biting power”. Abrasive blasting has proved for years to be a cost-effective way of cleaning and profiling substrates. While the abrasive industry must continue to look at new innovative materials, it must not loose sight of the cost of abrasive cleaning or ignore less expensive, traditional abrasives because they are not fashionable.
Plastic
Plastic abrasive is used extensively in the aerospace industry where it has virtually replaced all chemical strippers. This is also likely to happen in the masonry cleaning industry because of growing controls on disposal of chemicals in local sewers. Plastic abrasive is generally made from plastic off cuts, usually the acrylic thermoplastic (type 5) kind. It has very low specific gravity and hardness, and it must be used in specialised equipment because of its poor flow characteristics. If used correctly, plastic abrasive will remove difficult coatings without damage to delicate substrates such as titanium, aluminium, and anodised and cadmium-plated surfaces.
Glass Bead and Grit
Glass bead abrasives are small, spherical white glass particles mainly used for peening applications or polishing substrates because they can in finer form produce no profile. This abrasive is particularly useful for decarbonising engine components or cleaning turbine blades where dimensional stability must be maintained.
Glass grit abrasive is available as a primary grade that is produced from crushed beads or as a secondary grade that is produced from recycled safety or reinforced glass. Drawbacks of grass grit are its softness and its price relative to other abrasives, so it has few uses as a primary grade other than in conjunction with glass bead where a profile is required.
Recycled glass grit is becoming more popular, it is cheap as the raw material has come from the waste stream and quite versatile as it can be used on most substrates. The disadvantages are that it is soft so it breaks down quickly and can produce a lot of dust. One other disadvantage is that it leaves a highly reflective substrate due to the embedded glass grit, which can be multicoloured due to the raw material source which tends to be mixed coloured glass.
Sintered or Calcined Bauxite
Abrasives made from bauxite, a clay – like ore of hydrated aluminium oxide, are often used as alternatives to aluminium oxide because they are cheaper. The abrasive is produced by heat-treating natural bauxite without melting and fusing it (as in the manufacture of aluminium oxide). Sintered bauxite shot is used extensively in memorial masonry trade for lettering gravestones. Calcined bauxite, which is available as a grit, is used in most low-tech applications where aluminium oxide is used.
Aluminium Oxide
Aluminium oxide is generally used in brown form, but refined grades of white and pink are available which contain very low free iron contents (often below 40 ppm).
This abrasive is available in a multitude of grades. Its main use is as a recyclable abrasive in cabinets, However, it is generally more expensive than metallic recyclable abrasives, and it will not recycle as many times, particularly the white, which is very hard. Since it will not corrode and go solid in the blasting equipment, it is very suitable for use where the work is intermittent.
Because if its very low iron content, aluminium oxide is often specified in high-tech applications, such as the aerospace industry, particularly on non-ferrous metals. It is also commonly specified on stainless steel when the substrates is going to be immersed into sea water, because it lessens the chance of an electrolytic corrosion cell setting up between any abrasive left in substrate and the stainless steel.
Calcium Carbonate
This natural material is a white powder or a colourless, crystalline compound found in limestone, among other places. It is very soft, and for this reason, it is mainly used for cleaning stone or thin-panelled alloy structures. Occasionally, it is an inexpensive substitute for bicarbonate of soda abrasive, since the finer grades of calcium carbonate are partially dissolvable in water. Calcium carbonate is available as a food grade, so it can be used for blasting in some food and brewing applications.
Garnet
Garnet is a hard silicate mineral quarried in Australia, India, USA and South Africa. As an expendable abrasive, it is more expensive than some other materials, but its high cleaning efficiency means less abrasive needs to be used. Hence, not only the cost of abrasive per square metre but also disposal costs can be reduced. Consequently, any cost comparisons with other abrasives should be done on the basis of cost per square metre.
Garnet can also be used as a recyclable abrasive, and as such, it has found use as a less expensive alternative to aluminium oxide.
Similar to Olivine, Garnet is used on both ferrous and non ferrous metal substrates. Its low dust quality is an attractive feature in environmentally sensitive areas. It also has excellent cutting properties, which make it good for water jet cutting.
Garnet has the highest specific gravity of all the natural and synthetic abrasives commonly used on site. This explains a lot of its popularity because, as noted, high specific gravity is a benefit for blasting efficiency. In addition, garnet has a high bulk density, which means it has more weight per cubic metre than other abrasives. The benefit of high bulk density, is that more can be stored in less space. In its natural state, garnet has relatively high content of soluble salt. Nowadays, however garnet that has been properly washed and processed by reputable suppliers has soluble salt concentrations within or slightly above the guidelines set by ISO 11126.
Olivine and Staurolite
Staurolite, a dark coloured mineral that is a silicate of aluminium and iron, has some free silica content but much less than silica sand. It is marketed in the USA, where it naturally occurs, as an alternative to silica sand, in Europe, olivine, which is quarried in Norway, is marketed as silica free sand. It is a silicate if iron and magnesium. Olivine, which is pale green, is often used to clean buildings. It is also sometimes specified for non-ferrous substrates instead of synthetic abrasive. Olivine is very hard but tends to fracture on impact, creating lots of light coloured dust.
Both Staurolite and Olivine are relatively high-priced abrasives in most markets due to their limited geographic availability.
Natural Abrasives
Silica sand, flint, and other Silica-Bearing Materials
Silica sand is a very good abrasive. It is hard, gives a superb finish to almost any substrate, is available almost everywhere in the world, and is generally the lowest cost abrasive.
Drawbacks are that it is not always available in large particle sizes; it can be recycled only a few times; and it poses significant health risks for workers.
Silicosis, a chronic lung disease marked by diffuse fibrosis (scarring) of lung tissue, is caused by breathing silica dust, which is created when silica sand abrasive breaks down upon impact. Exposure to very high concentrates of silica dust can cause acute silicosis, resulting in rapidly progressive breathing problems and even death within a few months of onset. More common is progressive silicosis, usually from exposure over a long period, which may develop into lung cancer. The effect of silicosis continues to develop after exposure has stopped, and it is irreversible.
There is a misconception (at least in the UK) that blasting with wet sand can stop the effect of silicosis. However, there is evidence that silica sand suspended as a hydrosol (i.e in water) can penetrate the respiratory track easier then an aerosol (i.e. in air). So although blasting with wet sand will initially keep the dust down, it will not repress it to the maximum exposure limit of 0.3 mg/m³ expressed as an 8-hour time-weighted average.
The UK Health and Safety Executive, which has established these exposure limits, has determined that even general cleaning after blasting by sweeping dry silica sand will produce a maximum exposure level of twice the legal limit and that internal blasting of fresh water tanks on a ship with silica sand produced potential exposures of almost 2,000 mg/m³ of respirable dust (more that 6,000 times the permitted limit).
Metallic Abrasives
Cast Ferrous Abrasives
Iron
Steel
Mechanically Produced Ferrous Abrasives
Non-Metallic Abrasives
Natural Asbrasive
Silica
Non – Metallic Abrasives
Non- Metallic abrasives include natural and synthetic materials, silica sand, flint, olivine, and staurolite, garnet, calcium carbonate, and vegetable products such as walnut shells and corn cobs are all type of natural abrasives. Historically, natural abrasives were available before the development of synthetic abrasives, which include iron silicates, aluminium silicates, calcium silicates, aluminium oxide, sintered or calcined bauxite, glass beads, and plastics.
Mechanically Produced Ferrous Abrasives
The most common type of metallic abrasive produced by mechanical processing is cut wire. Lengths of scrap or sometimes even new wire are chopped to the same measurement as its diameter. Despite its low production costs, cut wire abrasive has excellent cleaning rates where an aggressive abrasive is required (e.g. cleaning very rough foundry castings).
Steel abrasives
Steel abrasives are available in high carbon and low carbon content, although their cleaning performance is comparable, there are some differences in their characteristics, compared to high carbon steel, the low carbon steel abrasives, which are normally supplied at cast shot, offer up to 20% longer durability because of their tendency not to crack and their relative softness, also, they cause less wear on blasting equipment.
However, high carbon steel are still the most commonly used, they are supplied in both shot and grit particle shapes. The particles are heat treated to produce either a martensitic or a bainitic structure for a good combination of hardness and durability. Martensite is a very hard brittle particle produced when hot steel is suddenly chilled by cold water. Abrasives with bainitic structure are similar to low carbon marensite; they are formed by not allowing the steel to cool below 380º until they are solid. Because of their sharp, angular structure, grit particles are particular effective for surface cleaning. Grit comes in various harnesses, and the harder the grit the better its cleaning ability. However, grit eventually becomes rounded in form, and it generally has a shorter life than shot particularly the harder it is.
Steel shot abrasives are pre-dominantly used in impact wheel-type blasting equipment. They clean by hammering action. The profile they produce is much rounder then that achieved by similar shot of iron abrasives.
The important point to remember is to choose an abrasive of the lowest hardness needed to achieve the profile and speed of cleaning required. Manufacturers data sheets should be consulted for information about selecting the appropriate abrasives for a particular purpose. The harder the abrasive, the shorter life because of its tendency to fracture more quickly. It means higher abrasive costs and increase wear on machine parts
Iron Abrasives
Cast iron abrasives are supplied in angular grit particles, they contain hard iron carbides and since they fracture in a brittle way upon repeated impact, they clean rapidly by a cutting action, similar to that of a slag abrasive.
In addition, they produce a sharp angular profile, depending on the grade of grit used, BSS grade G17 (SAE G40) is a popular size for use on mild steel, capable in its new state of producing a profile of approximately 75 microns
Cast iron abrasives are predominantly used in compressed air blasting equipment, and labour is the predominant cost involved with this method – far more than the cost of abrasives. The condition of the equipment and blasting skill of the operator have a major effect on the overall process cost.
Cast ferrous abrasives
The two categories of cast ferrous are those made of iron and steel.
Metallic abrasives
The main characteristic of metallic abrasives is their ability to withstand repeated impact. For this reason, they are most often selected for cleaning applications where recovery and reuse of the abrasive is possible. The most widely used ferrous abrasives are the cast type. The other way metallic abrasives are made is by mechanical processing.
Metallic or non- metallic?
Having considered hardness, specific gravity, and abrasive particle size, the next key decision is wether to use a metallic or non- metallic abrasive. This decision is often determined by the substrate, particularly its location, size, and material with which it is made. Following are a summary of the primary metallic and non-metallic abrasives and suggestions about where they should be used or not used.
Particle Size
The table does not include another important variable in abrasive selection- the particle size. The most efficient abrasive will be the finest abrasive that will remove the coating and give the required profile. If the abrasive is too fine or too coarse, its efficiency is minimised.
Ideally, whether the abrasive is metallic or non- metallic, a mix of particle sizes gives the best performance and the best surface finish. Most recyclable abrasives are supplied in a narrow size range, since the recycling process will produce the working mix. The purchaser should select the size range that will not only remove the coating initially but will also be a good size to add into the recycled mix to keep it efficient. Expendable abrasives that are used only once are sold in working mixes (usually 0.2-1.8 mm).
Specific Gravity
Table 1 also identifies the specific gravity of the various abrasives. Cleaning efficiency is determined by the energy impacted by the abrasive to the surface of the substrate. This is due to the physical law of kinetic energy: E= ½ mv2. In this formula , E is energy; v is velocity of the abrasive particle; and m is the mass of the abrasive particle, which is proportional to its specific gravity. The most efficient and fastest cleaning is achieved by abrasives with the highest specific gravity.
Several points can be made about velocity, the other factor in the equation, and about nozzle pressure, which determines the velocity of the abrasive. Most abrasives will fracture upon impact at nozzle pressures above 100 psi (7 bar), which typically produces a velocity of 450 mph (depending on the size of the nozzle, etc). When an abrasive breaks down, energy transfer is reduced. Pressures above 100 psi do not add a great deal to the performance of the abrasive. The main advantage of very high pressures is the speed with which blasting can be done.
Hardness
One way of identifying whether abrasives are suitable for a specific cleaning process is to look at their relative hardness according too the Rockwell scale for metallic abrasives and the Mohs’ scale for non metallic abrasives. Table 1 lists the relative hardness of various abrasives discussed in this article. The larger size of the hardness range for the metallic abrasives reflects the fact that they can be heat treated after casting to change their hardness.
Which abrasive to use?
See our guide of potential abrasives to use, there are many variations for each application depending on different actors of the work involved so please call to discuss if unsure.